Painting Steps in the Production Process of Enameled Wire
Painting is the process of applying enameled wire enamel to a metal conductor to form a uniform paint layer with a certain thickness. This is related to several physical phenomena of the liquid and the method of painting.
1. physical phenomenon
1) Viscosity When the liquid flows, the molecules collide with each other so that one layer of molecules moves with another layer of molecules, and due to the mutual force, the latter layer of molecules hinders the movement of the previous layer of molecules, thus showing activity Viscosity, which is called viscosity. Different painting methods and different wire specifications have different requirements for the viscosity of the paint. The size of the viscosity is mainly related to the size of the molecular weight of the resin. The larger the molecular weight of the resin, the higher the viscosity of the paint. It is used to coat thick lines, because the mechanical properties of the paint film obtained by the larger molecular weight are better. Small viscosity is used for coating thin lines, the resin has a small molecular weight and is easy to coat evenly, and the paint film is smoother.
2) Surface tension There are molecules around the molecules inside the liquid, and the gravitational force between these molecules can reach a temporary balance, while a layer of molecules on the surface of the liquid, on the one hand, receives the gravitational force of the liquid molecules, and its force points to the depth of the liquid. On the other hand, it is attracted by the gas molecules, but the gas molecules are less than the liquid molecules, and the distance is farther, so the molecules on the surface of the liquid are strongly attracted by the internal gravity of the liquid, so that the surface of the liquid shrinks as much as possible, forming a bead shape. A sphere has the smallest surface area among geometric shapes of the same volume, and if the liquid is not subjected to other forces, it will always be spherical under surface tension.
According to the surface tension of the paint liquid surface, the curvature of each part of the uneven surface is different, and the positive pressure of each point is unbalanced. Before entering the enamelling furnace, the paint liquid in the thick part flows to the thin part due to the surface tension, so that The paint liquid is uniform, and this process is called the leveling process. The uniformity of the paint film is not only affected by the leveling effect, but also by the gravity effect, which is the result of the combined force of the two.
After the painted wire comes out of the felt, there is a rounding process. Because the wire is coated with paint and passed through the felt, the shape of the paint liquid is olive-shaped. At this time, under the action of surface tension, the paint liquid overcomes the viscosity of the paint liquid itself and turns into a circle in an instant.
If the size of the thread is smaller, the viscosity of the lacquer is smaller, and the time required for rounding is also less; if the size of the thread is increased, the viscosity of the lacquer is also increased, and the time required for rounding is also longer. In high-viscosity paints, sometimes the surface tension cannot overcome the internal friction of the paint liquid, resulting in uneven paint layers.
After the painted wire comes out of the felt, there is also a problem of gravity in the rounding process of the paint layer. If the rounding action time is very short, the olive-shaped sharp corners will disappear quickly, the effect of gravity on it will be very short, and the coating liquid layer on the wire will be relatively uniform. If the rounding time is longer, the sharp corners at both ends will exist for a longer time, and the time of gravity will also be longer. At this time, the paint liquid layer at the sharp corners will tend to flow downward, which will thicken the paint layer in some areas and make the surface The tension causes the paint liquid to be pulled into a ball and become particles. Since the gravity effect is very prominent when the paint layer is thick, each paint should not be too thick, which is one of the reasons for using “thin paint and more paint” when painting enameled wires.

If the thin thread is applied thickly, it will shrink under the action of surface tension to form wavy or slub-shaped wool.
If there are very fine burrs on the wire, under the action of surface tension, the burrs are not easy to paint, and are easy to lose and thin, resulting in pinholes in the enameled wire.
If the round wire itself is elliptical, under the action of additional pressure when painting, the paint liquid layer is thinner at the two ends of the long axis of the ellipse and thicker at the two ends of the short axis, forming a significant uneven phenomenon, so the enameled wire is used The out-of-roundness of the round copper wire should meet the requirements.
When bubbles are generated in the paint, the bubbles are the air wrapped in the paint liquid during the stirring and feeding process. Because the air has a small specific gravity, it rises to the outer surface by buoyancy, but due to the surface tension of the paint liquid, the air cannot Break through the surface layer and stay in the paint liquid. This paint liquid with air bubbles is coated on the surface of the wire and enters the enameling furnace. After heating, the air expands rapidly, and when the surface tension of the paint liquid is reduced due to heating, it rushes out of the surface causing The surface of the enameled wire is not smooth.
3) Wetting phenomenon Mercury drop shrinks into an ellipse on the glass plate, and water droplets spread out on the glass plate to form a thin layer with a slightly convex center. The former is a wetting phenomenon, and the latter is a non-wetting phenomenon. The wetting phenomenon is a manifestation of molecular force. If the attraction between liquid molecules is smaller than the attraction between liquid and solid, the liquid will wet the solid, and then the liquid can be evenly coated on the surface of the solid; if the liquid molecules If the gravitational force between the liquid and the solid is greater than the gravitational force between the liquid and the solid, the liquid cannot wet the solid, and the liquid will shrink into balls when it is applied to the solid surface. All liquids individually wet some solids and not others. The angle between the tangent of the liquid surface and the tangent of the solid surface is called the contact angle. The contact angle is less than 90°, the liquid wets the solid, and greater than or equal to 90°, the liquid does not wet the solid.
If the surface of the copper wire is bright and clean, it can be coated with a layer of paint. If the surface is stained with oil, the contact angle between the wire and the paint liquid will be affected, and the paint liquid will change from wet to non-wet on the wire. If the copper wire is hard, the irregular molecular lattice arrangement on the surface will have less attraction to the paint, which is not conducive to the wetting of the copper wire by the paint liquid.
4) Capillary phenomenon The phenomenon that the liquid that wets the tube wall rises in the tube, and the liquid that does not wet the tube wall descends in the tube is called capillary phenomenon. This is due to the wetting phenomenon and the effect of surface tension. Felt painting is the use of capillarity. When the liquid wets the tube wall, the liquid rises along the tube wall to form a concave surface, which increases the surface area of the liquid, and the surface tension makes the surface of the liquid shrink to a minimum. Under this force, the liquid surface tends to be horizontal, and the tube The liquid in the tube rises, and the liquid in the tube stops rising until the action of wetting and the upward pull of surface tension and the weight of the rising liquid column in the tube reach a balance. The thinner the capillary, the smaller the specific gravity of the liquid, the smaller the wet contact angle, the greater the surface tension, the higher the liquid level in the capillary rises, and the more obvious the capillary phenomenon.
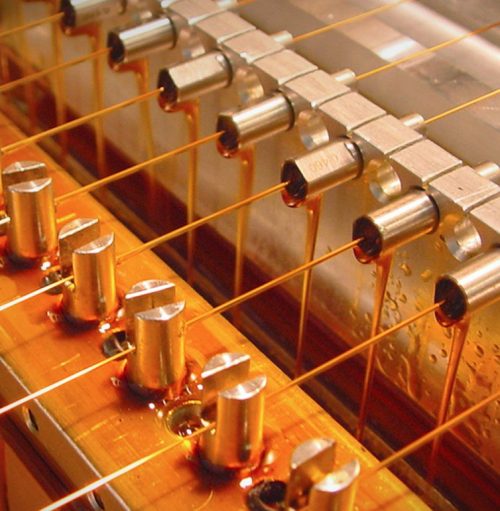
2. felt painting method
The felt painting method has a simple structure and is easy to operate. Just clamp the felt on both sides of the wire with a felt splint, and use the characteristics of the felt to be loose, soft, elastic, and porous to form a mold hole and scrape off the excess on the wire. The paint absorbs, stores, transports, and replenishes the paint liquid through capillary phenomena, and coats the surface of the wire with a uniform paint liquid.
The felt painting method is not suitable for enameled wire enamel with too fast solvent volatilization or too high viscosity. Too fast volatilization and too high viscosity will block the pores of the felt and quickly lose its good elasticity and capillary siphoning ability.
Attention must be paid to the use of felt painting method:
1) The distance between the felt fixture and the oven inlet. Consider the combined effect of leveling and gravity after painting, the factors of drape and paint liquid gravity when the line is running, the distance between the felt and the paint tank (horizontal machine) is 50-80mm, and the distance between the felt and the furnace mouth 200-250mm is appropriate.
2) Specifications of the felt. When coating rough specifications, the felt is required to be wide, thick, soft, elastic, and capillary. The felt is easy to form relatively large mold holes during painting, and has a large amount of paint storage and fast paint delivery. When painting thin lines, it is required to be narrow, thin, dense, and have small pores. You can use cotton wool or singlet cloth to wrap the felt to form a fine and soft surface, so that the amount of paint can be applied evenly.
Painted felt size, density requirements
Specification mm width × thickness density g/cm3 Specification mm width × thickness density g/cm3
0.8~2.550×160.14~0.160.1~0.230×60.25~0.30
0.4~0.840×120.16~0.200.05~0.1025×40.30~0.35
0.2~0.440×80.20~0.250.05 below 20×30.35~0.40
3) The quality of the felt. Painting requires the use of high-quality wool felt with thin and long fibers (foreign countries have begun to use fully synthetic fibers with excellent heat resistance and wear resistance to replace wool felt). The fat content is less than 0.5%, the pH value is 7, smooth, and the thickness is uniform.
4) Requirements for felt plywood. The plywood must be finely planed, rust-free, and maintain a flat contact surface with the felt, without bending or deformation. Depending on the wire diameter, prepare splints of different weights, try to rely on the self-gravity of the splint to control the tightness of the felt, and avoid pressing with elastic screws or springs. The method of self-gravity compaction can make the paint layer of each wire quite consistent.
5) The felt and the paint supply should have a good match. In the case of constant paint, the amount of paint supplied can be controlled by adjusting the number of revolutions of the paint delivery roller. The position of the felt, splint and wire should be arranged so that the forming die hole and the wire are at the same level, so as to keep the pressure of the felt on the wire around evenly. The horizontal position of the guide wheel of the horizontal enamelling machine must be lower than the top of the paint roller, and the height of the top of the paint roller and the center of the felt interlayer must be on the same horizontal line. In order to ensure the thickness and smoothness of the paint film of the enameled wire, it is advisable to use a small circulation for paint supply. The paint liquid is pumped into a large paint tank, and the circulating paint is pumped from the large paint tank into a small paint tank. With the consumption of paint, the paint in the large paint tank is constantly Replenish the small paint tank to keep the paint in the small paint tank with uniform viscosity and solid content.
6) After a period of use, the capillary pores of the painted felt will be blocked by copper powder on the copper wire or other impurities in the paint, and broken wires, sticky wires or joints during production will also scratch and damage the soft and uniform surface of the felt. , The surface of the wire is damaged by friction with the felt for a long time, and the temperature radiation at the furnace mouth makes the felt hard, so it needs to be replaced regularly.
7) Felt painting has its inevitable disadvantages. The utilization rate of frequent replacement working hours is low, the waste products increase, and the felt loss is large; the thickness of the paint film between the lines is not easy to achieve consistency; it is easy to cause the paint film to be eccentric; the speed of the vehicle is limited. Because the friction caused by the relative movement between the wire and the felt when the line speed is too fast will generate heat to change the viscosity of the paint, or even burn the felt; improper operation will cause the felt to cause a fire accident; There are felt wires, which will have adverse effects on high temperature resistant enameled wires; high-viscosity paints cannot be used, and the cost will increase.
3. Paint pass
The number of painting passes is affected by the solid content, viscosity, surface tension, contact angle, drying speed, painting method, and paint thickness of the paint liquid. General enameled wire enamel has to be coated and baked many times to make the solvent evaporate fully, the lacquer resin react completely, and form a good paint film.
The first paint layer is more critical. If it is too thin, the paint film will produce a certain degree of air permeability, oxidize the copper conductor, and finally cause the surface of the enameled wire to bloom. If it is too thick, the cross-linking reaction may not be sufficient and the adhesion of the paint film may decrease, and the tip of the paint will shrink after being broken.
The last paint film is thinner, which is beneficial to the scratch resistance of the enameled wire.
In the production of fine-gauge wires, the number of painting passes directly affects the appearance and pinhole performance.
